5月11日,海西石材交易中心石材加工厂正式投入运营。走进加工厂,钢结构标准厂房、水泥硬化的车间地面、全自动化的机器设备,无不彰显出加工厂的先进与气派。而在众多的加工设备中,尤为引人注目的是16 台整齐划一的科达双连杠大理石静压排锯。
在水头,单连杠排锯市场占有率达80% 以上,采用双连杠排锯的石材加工厂并不多,而如海西这般采用双连杠2 米锯,则尚属首例。“16 台静压锯里,有12 台是双连杠2 米锯。”加工厂厂长陈初开介绍,“这12 台2 米锯,目前在水头只有海西才有。”
与单连杠相比,每台双连杠排锯成本至少要高出10 万。“但是双连杠的波动偏差明显降低了许多,锯条摆动更平稳、导向精度更高,能够有效提高切割板面的平整度,产品后续的磨抛时间、成本将得以大幅降低。”海西石材交易中心设备部经理兰电子表示。
“其实在产能方面,两者并没有明显差距,我们增加预算采用双连杠,目的就是‘求稳’。加工厂的设备稳定些,产品质量也会相应提高,后续的步骤就简单多了。”陈厂长介绍。
从单连杠到双连杠的升级,并非表面上看起来那么简单,这个过程,花费了整整7个月。“一开始我们就组织了一个团队,到全国各地考察加工设备。”陈厂长说道,“在上海,发现有间加工厂在科达定制的双连杠2 米锯,锯切薄板效果非常不错,锯切过程中荒料不容易摆动,也不会散,于是我们当场就决定采用这个设备。”

↑在众多的加工设备中,尤为引人注目的是16 台整齐划一的科达双连杠大理石静压排锯。
设备拍案后,在机座的安装上又遇上了难题。由于海西石材加工厂所处位置是填海造陆而成,地层都是松软的泥沙,难以载荷双连杠排锯的冲击力。“一开始考虑过打桩,并请了一批专家进行论证,论证结果是打桩无法载荷冲击力。”陈厂长说:“后来受到火车轨道铺设方法的启发,我们在机座底下挖了1 米多的平底坑,用碎石子填满,上面再覆盖水泥,才完美地解决了机座的安装难题。”
科达石材机械办事处经理李建华坦言,这个项目是个不小的挑战。“一开始对这个项目并没有十足把握,因为在全国范围内,也就上海有2台双连杠2米锯,能借鉴的样本太少。后来我们组织一批工程师花费近3 个月时间,对轴承、连杠等部件进行了反复的修改与调整,总算成功地完成了这个项目。”
当双连杠排锯按预定计划投产后,看着荒料四平八稳地被锯切成一片片薄板,所有参与项目的人员无不感慨万千——尽管从单连杠2 米锯到双连杠2 米锯的升级,对于整个石材机械行业来说,只能算是一次小小的创新,但是推动行业前进的,往往源于某细微处,这就是创新的“蝴蝶效应”。
回顾石材加工设备前进的历史,每一个前行的脚步,都是创新的烙印。
锯切加工设备的沿革
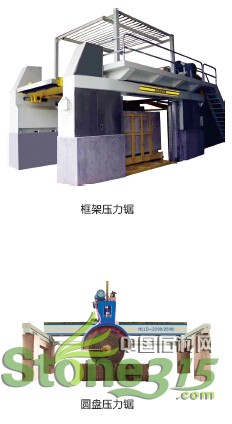
石材的锯切设备,最初以框架式锯机为主。框架锯主要由锯框、链杆、立柱框架、锯条等部件组成。其工作原理为装在锯框上的锯条在连杆的带动下随着锯框做往复运动,同时通过升降传动机构连续向下做进给运动,从而实现对石材的锯切加工。
由于框架锯的锯切过程是非连续性的,锯切速度较慢。为了提高加工效率,人们研发了金刚石圆盘锯机。其主要由机架、锯片驱动电机及金刚石圆锯片、升降进给导向装置、锯片平移导轨等组成。其工作原理为装在主轴上的金刚石圆锯片作旋转运动和在横梁导轨上做往复直线运动,通过升降进给导向装置,实现锯片的上下运动和准确吃刀。与框架锯相比,圆盘锯的锯切线速度可达30~45m/s,极大地提高了加工效率。
但是,圆盘锯机驱动轴不能完全支撑重量较大的锯片沿空间垂直平面进行锯切,并且直径过大的锯片会导致锯路不平直,所以圆盘锯锯片直径一般不超过3 米。从锯切深度和一次锯切的板材数量上说,圆盘锯不如框架锯,在石材大板生产中,圆盘锯在短期内无法完全取代框架锯。机械
为了进一步提高加工的效率,人们在单片圆盘锯的基础上发展出组合锯,把多片圆盘锯片以一定的间隔装在同一主轴上。由于组合锯锯片数目可多达上百片,因此一次加工可以生产上百片毛板,极大提高了生产效率;另一方面,为了提高石材加工的自动化程度,人们在组合锯锯切薄板的同时,用水平锯机将石材薄板锯切成板条,这种垂直锯切和水平锯切集中在一台机器上完成的设备称为双向切机。双向切机是现代石材工业中发展最为迅速的一种设备。
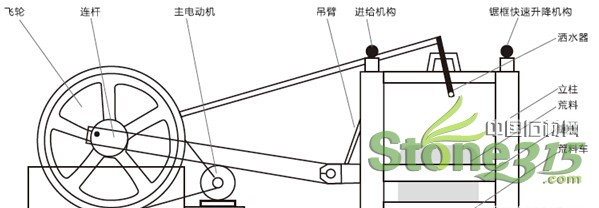
摆臂是框架据机简图
磨抛加工设备的变迁
石材的磨抛加工设备早前为手扶式磨抛机,其基本结构由主摇臂、副摇臂、主电机、主轴和加压装置、立柱、摇臂基座、升降电机及丝杆、扶手等组成。其工作原理为主电机通过皮带传动使垂直安装的主轴和安装在主轴下的磨盘作旋转运动,使用扶手借助两节摇臂可使磨盘沿着石材制品表面移动和在有限范围内上下移动,通过加压装置或人工加压时磨石对石材表面产生磨削作用,从而完成研磨抛光作业。同一台机床上通过手工更换磨盘,可陆续完成粗磨、半细磨、细磨、精磨、抛光的全部作业。
然而,由于手扶式磨机需要人工观察来确定不同粒度磨盘的更换,对工人技术水平要求较高,产品的最终质量也会因人而异。于是多头式连续磨抛机应运而生。
连续磨机通过在生产线上安装多个不同的磨块和抛光块,一次性完成石材的粗磨、细磨、精磨、抛光的全部加工过程。该机主要由磨头、磨头电机、磨盘传动架、机架、自动传送带及传动轴、总控制盘、磨盘控制盘、油压站、喷水冷却装置等组成,自动化程度极高。与手扶式磨机相比,操作人员的劳动强度小、生产效率高、生产损耗少、加工精度高、磨抛板材的质量稳定。

↑十六头自动石材磨抛机使用树脂盘磨盘以及摆式磨头,树脂盘磨盘重量轻,消耗功率小,磨削效率高;价格仅是同规格传统连续磨抛机的1/2 ;磨盘所需要功率为7.5KW, 仅为同规格普通连续磨机磨头( 盘) 的1/3 ~ 2/3, 耗电量低。
异型加工设备的升级
加工异型石材最初以人工为主,而随着科技的进步,相继出现了数控金刚石串珠绳锯、高压水射流设备、仿形数控机床等加工设备。
数控金刚石串珠锯主要由绳轮、金刚石串珠、导向轮电机、机架、绳轮推进设备等组成。该机所采用的切削刀具是串珠绳,它利用串珠内含有的金刚石颗粒,在石材表面以20m/s 以上的线速度高速运动,其适用于加工体积大,厚度大的异型石材制品。绳锯具有较高的切割效率和较大的切割面积,使用灵活、无噪音、无振动、石材切割表面光滑。目前串珠绳,已从只能安装一根金刚石串珠绳的单绳式发展到可同时安装60根串珠绳的多绳式。
高压水射流技术是以高压水射流或磨料射流为切割手段的石材加工技术,由高压水泵、工作主机和数控系统三部分组成,这是一种刀具简单、无粉尘污染、低噪音、切口狭窄的切割技术,其加工成本低、功耗低、加工产品批量大、精度高、磨损料和水可回收利用,主要用于拼花板材的加工和各种平板材类石材加工。
随着计算机技术的发展,针对截面形状不等的空间立体制品,出现了各种多功能、高效率的数控加工设备。这些加工设备可以通过编程来完成多种复杂形状的石材异型制品加工,如回转体、主体雕刻制品加工、平面雕刻加工。这种加工设备的最大优点是一次完成多工序作业、加工质量和加工精度高、适用于加工复杂的轮廓。

创新的博弈
纵观石材加工设备的发展之路,石材加工设备日益多元化、精密化、自动化,创新从未止步。而全国各地的石材加工企业由于粉尘、噪音污染等问题而被迫关停搬迁更是给石材行业敲响了警钟——落后必将被淘汰,石材加工设备的更新换代已经是大势所趋。
在当前形势下,如何提高产能、增强产品附加值、提高产品利润率、成为整个石材业亟需解决的问题,而引进、革新石材机械设备与接纳新的石材加工技术,以提高石材的利用率、深加工水平必将引领行业的成长。
近三十年来,国内不断引进先进国家技术,已初步形成了完整的石材加工设备制造体系,其技术水平与国际先进水平的差距正在逐渐缩短,以智能化为基础的设备开发及数控技术正日渐成熟。山东、福建、广东等地一批石材机械企业在吸收和消化国外先进技术的基础上进一步提升了国产石材机械的加工制造水平,如现代多股绳锯、大规格大理石排锯机、表面涂覆技术、石英板压制生产线等技术研发,已经与国际接轨。
但不可否认的是,在许多项目上,国内与国际先进水平仍存在不小差距。如组合绳锯,在国外如印度、巴西、意大利等石材生产大国已经广泛运用,但在国内仍由于造价高昂等因素而相当罕见;再如国内异型石材加工设备,功能强的数控加工机床极少,主要是简单的数控机床,采用成形刀具进行异型加工,异型加工设备如卧式数控加工机床、立式数控加工机床、数控台面加工机床等主要从国外引进。此外,国外如自动补胶线、标准板自动加工和包装生产线、CNC 数控加工中心等技术在国内仍尚未普及。
科技是第一生产力,而创新无疑是科技的灵魂。在创新当道的年代,伴随着石材市场的不断发展,石材机械制造企业需要不断创新,才能更好地参与国际石材市场的竞争。只有坚持走吸收国外先进经验技术与自主研发并举的道路,国产智能化石材加工设备才能取代价格高昂的“泊来品”,成为我国石材加工设备的主流,从而推动石材行业更快更好地向现代化迈进。
来源:《海西石材》杂志